欢迎光临东莞市奥亚塑胶原料有限公司

 全国服务热线:
全国服务热线:
18128015760
13794872977
全国服务热线:
18128015760
13794872977

东莞市奥亚塑胶原料有限公司
联系人:刘先生18128015760
联系人:刘先生13794872977
座机:0769-87120762
邮箱:283780869@qq.com
域名:www.aoyasujiao888.com
地址:东莞市樟木头镇奥园塑金国际15栋113室


| 分类 | 特长 | 对比 | 品级 | 颜色 | UL94 | 黄卡 |
|---|---|---|---|---|---|---|
| 标准 | 高流动性·短成型周期 | M270 NAT | CF2001 | HB | ||
| 超高流动性·短成型周期 | M450 NAT | CF2001 | HB | |||
| 标准, 黑色 | M90 BK | CD3068 | HB | - | ||
| 标准 | M90 NAT | CF2001/CF2001M | HB | |||
| 其他 | 黑色MB | M90-07 | CD3068 | - | - | |
| 标准 | 标准 | M90-10 | CF2001 | HB |
4. 成型条件
4.1 标准成型条件
夺钢® POM的标准成型条件
| 预备干燥 | : | 80~90℃ × 3~4小时 | ||
| 树脂温度 | : | 190~210℃ | ||
| 模具温度 | : | 60~80℃ | ||
| 注射压力 | : | 50~100MPa | ||
| 注射速度 | : | 5~50mm/s (0.3~3m/min) | ||
| 螺杆转数 | : | 100~150rpm | ||
| 冷却时间 | : | 塑化时间+α, 或有可能顶出的时间 |
4.2 预备干燥
虽然夺钢®POM的吸水率小且使用防潮材质进行包装,成型前仍建议进行预干燥。成形时,粒子的吸水率通常在0.1%以下。
预备干燥条件
标准: 80~90℃×3~4小时
发生模垢问题时: 100~120℃×3~4小时
注意事项
使用抽屉式干燥机时
粒料厚度定为25mm以下。
使用料斗式干燥机时
调整风温、风量,使粒料温度达到推荐温度。
在料斗内的停留时间不少于3~4小时。
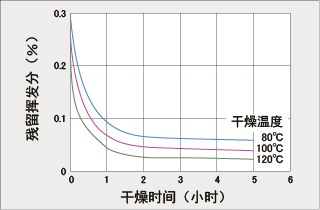
图4-1 粒料干燥曲线
4.3 料筒温度
4.3.1 料筒温度的设定举例
夺钢® POM的熔点约为165℃,但实际成型时的树脂温度应以190~210℃(最好200~210℃)为宜。树脂温度一般高于料筒的设定温度(前部)10~15℃。下面是料筒温度的设定 举例,建议大家将温度计插入从喷嘴空喷出来的熔融树脂中进行实际测量。
料筒温度的设定举例
| 后部(料斗方面) | : | 150~170℃ | ||
| 中部 | : | 170~190℃ | ||
| 前部 | : | 180~200℃ | ||
| 喷嘴 | : | 190~210℃ |
如果树脂温度不适当,则可能发生下列问题:
树脂温度过高时,发生材料分解、变色等。
树脂温度过低时,混入未塑化物。
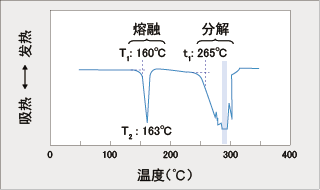 图4-2 DSC曲线 | 测定条件 升温速度: 5℃/min 试样重量: 14mg 温度项目 T1: 熔融开始温度 T2: 熔融吸热峰值 t1: 分解开始温度 |
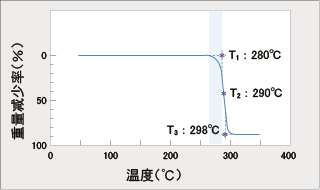 图4-3 TG曲线 | 测定条件 升温速度: 5℃/min 试样重量: 14mg 温度项目 T1: 分解开始温度 T2: 50%分解温度 T3: 分解终了温度 |
4.3.2 因滞留而引起的变色
成型品的变色取决于树脂温度和树脂在料筒内的滞留时间。虽然因树脂类型不同而有所不同,但夺钢M90-44的变色界限基本如图4-4所示。与物性降低相比,其容许滞留时间更由变色来决定。
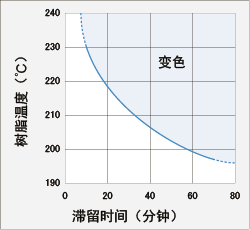
图4-4 耐热变色区域
4.4 模具温度
夺钢成型时的标准模具温度为60~80℃,需要按照成型品的物性、表面状态、使用中的尺寸变化、成型周期等品质要求进行模具温度的设定。例如:成型品的使用环境温度高时,为了防止发生尺寸变化,模具温度 必须高于使用温度或进行回火处理。如果外观要达到镜面要求, 则模具温度须设定为120℃左右。为了缩短成型周期,有时将模具温度设定为30~40℃的低温,此时应注意以下几点:
容易存在残留应力;
难以取得良好的外观;
使用温度高时,产生后收缩;
容易附着MD(模垢);
容易引起充填不足。
而且,为了防止翘曲变形,还要考虑模具温度分布的均匀。
4.5 注射压力
夺钢的一般注射压力如下所示,但要根据流动性、收缩率和成型品物性等的影响来考虑决定,主要根据成型品的外观及尺寸来决定。
注射压力的设定举例
注射压力:100MPa以上
保压力:50~100MPa
从注射工序到保压工序的切换点: 充填了80~90%模腔的点
另外,如果不象上述注射压力设定举例那样对注射压力和保压力进行区别,则可能发生下列问题:
注射压力过高时:产生飞边等
注射压力过低时:产生充填不足、凹痕、波纹、空洞等
4.6 注射速度
注射速度一般设定为5~50mm/s(0.3~3m/min),但要根据成型品形状、厚度、品质要求、流道粗细、浇口尺寸等因素进行考虑决定。
速度宜快时:成型品薄、或因流道个数多而尺寸精度严格时。
速度宜慢时:因成型品厚而有空洞问题、或有流痕问题时。
另外,如果注射速度不适当,则有可能发生下列问题:
速度过快时:喷射纹、流痕、飞边、烧焦等。
速度过慢时:充填不足、波纹等。
4.7 螺杆转数及背压
从熔融树脂的温度波动来看,螺杆转数慢、背压高是理想的。但考虑到生产率的因素,一般进行如下设定:
设定举例
螺杆转数: 100~150rpm
背压: 0~5MPa
会因空气的卷入而计量不稳定;背压过高时,会产生喷嘴流涎、塑化时间延长的问题,需要注意。
4.8 成型周期
4.8.1 注射、保压时间
注射、保压的合计时间要大于浇口封闭时间。这里所说的浇口封闭时间是指成型品重量达到恒定的最短时间,见图4-5。注射、保压的合计时间小于浇口封闭时间时,有可能发生下列问题:
成型收缩率增大(图4-6)。
尺寸波动增大(图4-7)。
产生空洞、凹痕。
变形增大(图4-8)。
冲击强度降低(图4-9)。
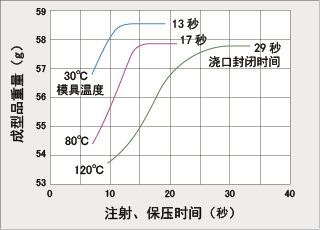 图4-5 成型品重量与浇口封闭时间 | 成型条件 机筒温度: 190℃ 注射压力: 75MPa 注射速度: 17mm/s 模具: 120×120×3mmt平板 (侧浇口4w×2t) |
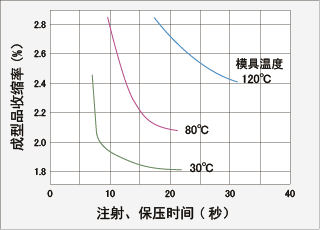 图4-6 成型品收缩率与浇口封闭时间 | 成型条件 机筒温度: 190℃ 注射压力: 75MPa 注射速度: 17mm/s 模具: 120×120×3mmt平板 (侧浇口4w×2t) |
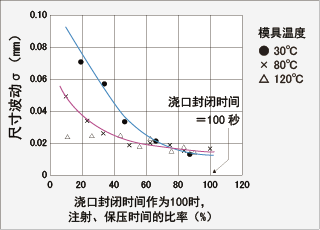 图4-7 尺寸波动与浇口封闭时间 | 试片: ASTM拉伸试片 (厚度: 3.2mm) 测定部位: 长度方向 (213mm) |

 QQ客服
QQ客服